Классификация дисковых пил и их основные параметры
Круглые пилы — эта многорезцовый инструмент, имеющий форму диска, сферы или цилиндра. Пиление осуществляется вращательным движением инструмента при поступательном движении обрабатываемого материала или пилы вместе с ее приводом. Вращательное движение характеризуется окружной скоростью, которую условно называют скоростью резания, а поступательное движение — скоростью подачи. Скорость резания в круглопильных станках всегда в несколько раз больше скорости подачи. Осуществление процесса пиления возможно только в том случае, если имеются оба движения.
Для того чтобы круглые пилы могли противостоять воздействию на них сил резания, инерции, нагрева и других, возникающих при пилении, их изготавливают из высококачественных легированных сталей. Размеры пильного диска и зубьев даны в ГОСТах и технических условиях.
Режущая часть круглых пил состоит из зубьев, расположенных по окружности. Форма зубьев и их профиль определяются углами резания и очертаниями задней, передней граней между зубной впадиной.
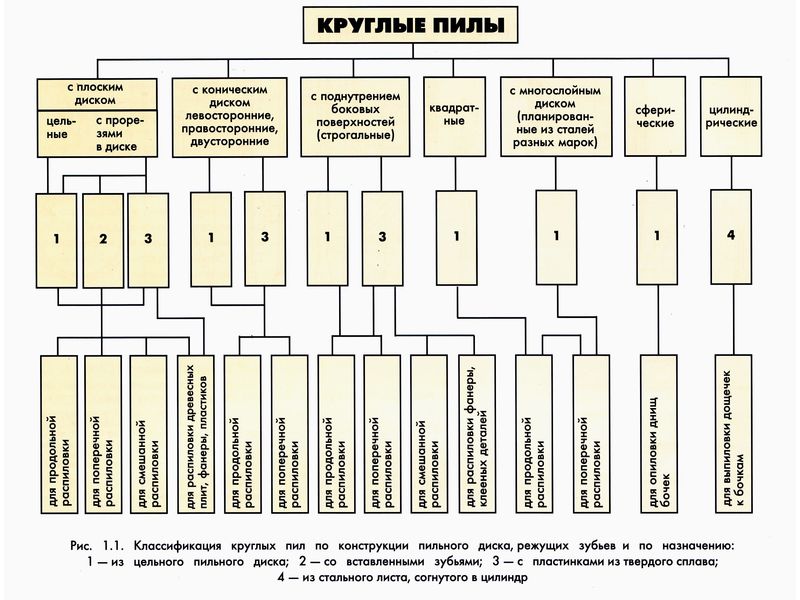
В зависимости от назначения пил профиль зубьев и их угловые значения бывают разными. По виду пиления круглые пилы разделяются на пилы для продольной, поперечной и смешанной распиловки древесины и древесных материалов. Они отличаются друг от друга профилем зубьев, углами резания и способом заточки зубьев. Классификация круглых пил дана на схеме (рис. 1.1).
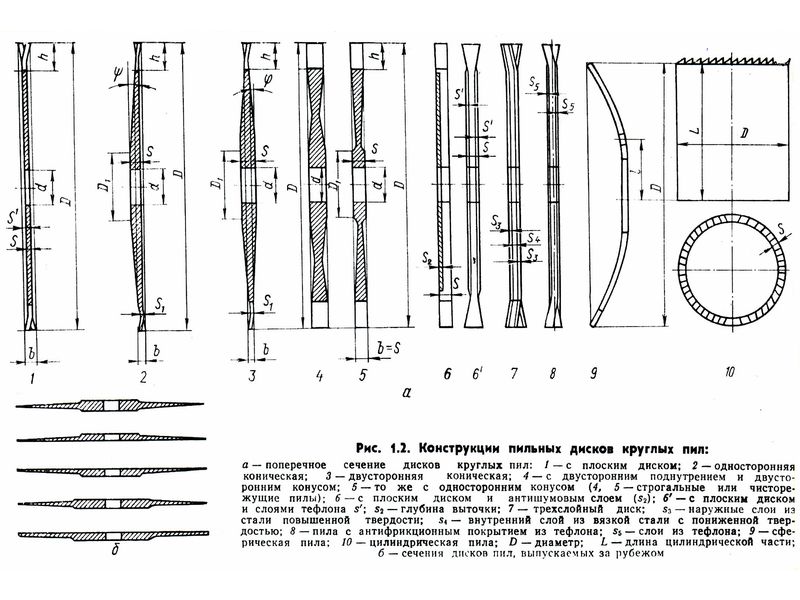
Круглые пилы различаются по размерам пильного диска (по внешнему диаметру, форме, профилю его сечения, диаметру центрового отверстия и толщине диска), размерам, числу и профилю зубьев. Поперечное сечение и конструкции различных пил показаны на рис. 1.2.
В производственной практике применяются пилы с плоским диском, имеющим одинаковую толщину по всему сечению, коническим диском, с поднутрением, сферические и цилиндрические. Некоторые зарубежные фирмы выпускают конические пилы с различными сечениями пильного диска (рис. 1.2, б).
Предпринимались попытки применить пилы с иной конструкцией пильного диска: трехслойные, имеющие в середине незакаленный слой металла, а на наружных поверхностях слои из легированной стали высокой твердости (54 – 56 HRC), а также с шумопоглощающим слоем, который находился в небольшом углублении по всей плоскости диска пилы. Из-за сложности эксплуатации они не получили промышленного распространения.
В последние годы наружные поверхности круглых пил стали покрывать тонким слоем антифрикционного материала – тефлона, имеющего пониженный коэффициент трения. Пильный диск нагревается меньше, что улучшает его устойчивость в работе, однако наличие этого слоя усложняет подготовку пильных дисков, и они также не получили широкого распространения.
Передний угол у — это угол между радиусом пилы и передней гранью зуба; угол заострения (3 — угол между передней и задней гранями зуба; задний угол а — угол между задней гранью зуба и касательной к окружности вращения пилы, проведенной из вершины зуба (касательная перпендикулярна радиусу пилы). Угол резания 8 образован передней гранью зуба и касательной к окружности вращения пилы, проведенной из вершины зуба. Угол резания равен сумме угла заострения и заднего угла:
δ = β + α
Сумма всех углов резания (переднего, заднего и угла заострения) всегда равна 90°:
γ + β + α = 90°
или
γ + δ = 90°
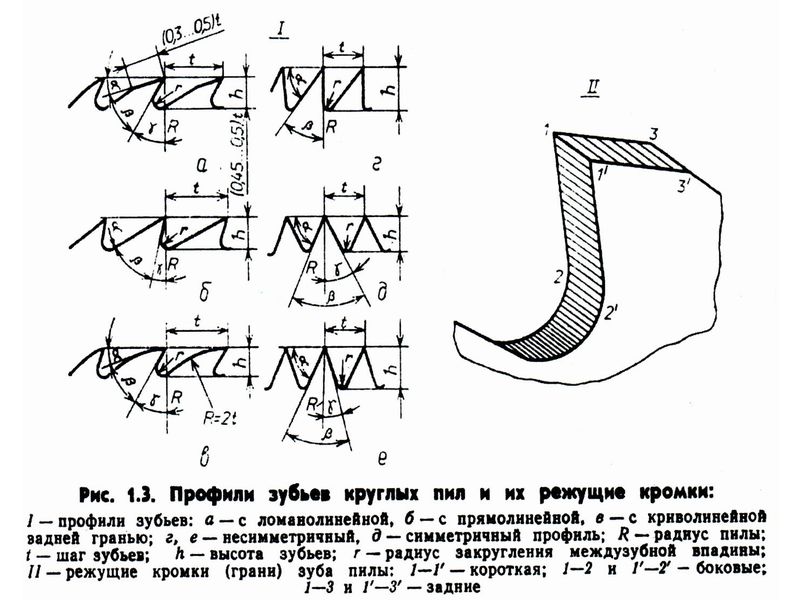
У пил для продольной распиловки древесины передний угол имеет положительное значение, а угол резания меньше 90° (рис. 1.3, а-в), а у пил для поперечной распиловки передний угол может быть равен нулю и иметь отрицательное значение.
Каждый зуб пилы имеет две боковых (1 -2 и 1′-2′) и одну короткую 1 -1′ режущие кромки (рис 1.3, II). Короткая режущая кромка образована пересечением передней и задней поверхностей зуба и заключена между боковыми плоскостями пилы; боковые — пересечением передней поверхности (1’, 2’, 2′, 1’) с боковыми плоскостями пилы.
Промышленностью выпускаются круглые пилы с плоским диском (стальные, с пластинками из твердого сплава), с поднутрением (строгальные), конические, сферические, цилиндрические. Стальные пилы изготавливают в соответствии с требованиями ГОСТ 980-80 «Пилы круглые плоские для распиловки древесины. Технические условия». В нем насчитывается 232 типоразмера круглых пил, из них 119 для продольной и 113 для поперечной распиловки древесины. Величины напряженного состояния пильных дисков нормированы. В ГОСТ 980-63, 980-69 эти величины были увязаны с наиболее рациональными режимами пиления 40 — 60 м/с, дающими при продольной распиловке древесины наименьшие энергозатраты и наиболее широко применяемые в круглопильных станках. В ГОСТ 980-80 этой увязки нет, что является его существенным недостатком.
Пилы с пластинками из твердого сплава изготавливают в соответствии с ГОСТ 9769-79 «Пилы дисковые с твердосплавными пластинками для обработки древесных материалов. Технические условия». ГОСТ устанавливает 115 типоразмеров пил различного назначения.
У нас круглые пилы изготавливают: с плоскими дисками в соответствии с требованиями ГОСТ 980-80 из стали 9ХФ (по ГОСТ 5950-73); строгальные согласно ГОСТ 1 8479-73 из стали 9ХФ или 9Х5ВФ, с пластинками из твердого сплава согласно ГОСТ 9769-79 из стали 50ХФА (по ГОСТ 1 4959-79) или 9ХФ. Предел прочности на растяжение этих сталей 1350 – 1500 Н/мм2.
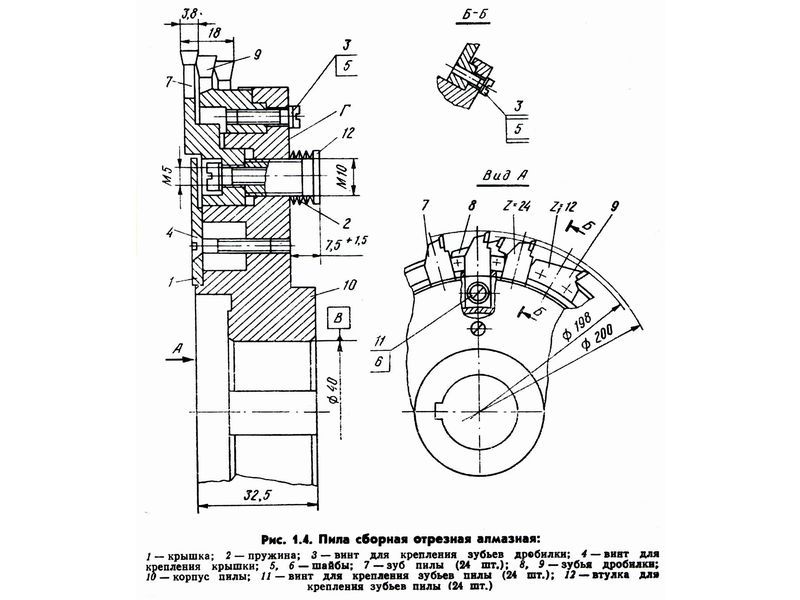
Отрезные пилы (рис. 1.4) кроме распиливающих (7) имеют два ряда зубьев дробилки (8, 9), которые измельчают отпиленную кромку. В каждом ряду по 12 зубьев. Распиливающие зубья пилы и измельчающие зубья дробилки смонтированы в специальном корпусе (10), крепятся к нему винтами и крышкой. Допустимый дисбаланс не более 50 г х мм. Пилы предварительно испытывают на прочность при частоте вращения не менее 9000 мин-1; допустимая эксплуатационная частота вращения не более 6000 мин-1.
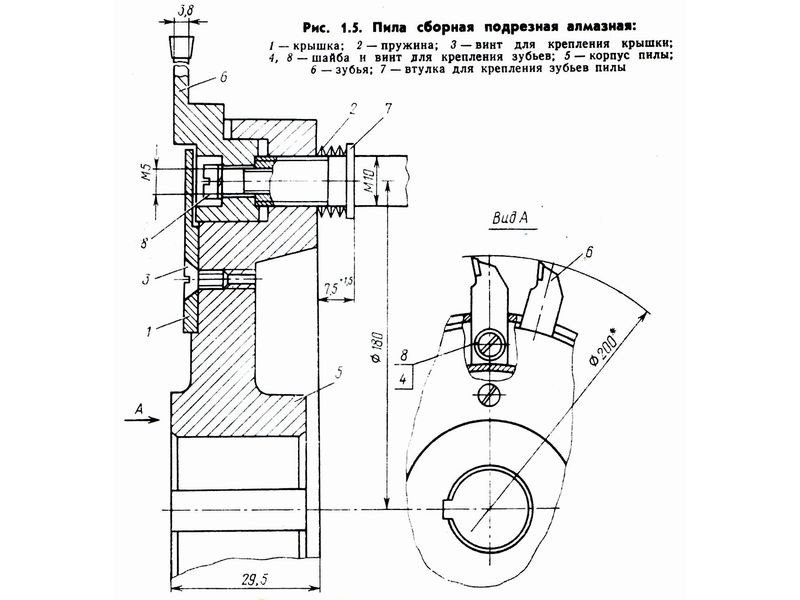
Конструкция подрезной пилы аналогична конструкции отрезной, но в подрезной отсутствуют измельчающие зубья дробилки (рис. 1.5). В этой пиле 24 распиливающих зуба смонтированы в корпусе, закреплены в нем винтами (8) и крышкой (1). Кончики зубьев оснащены искусственными алмазами. Конструкция зубьев обеих пил одинакова. Корпус зуба имеет сложную форму, изготовлен из стали 40Х, а его кончик имеет уширение, к которому серебряным припоем ПСр-40 (ГОСТ 19738-74) припаивается режущий элемент из искусственного алмаза.
Испытания пил показали их высокую износостойкость. Если на подрезной и отрезной операциях пила с пластинками из твердого сплава ВК15 работоспособна 2 – 3 недели, то эти пилы – до 3 месяцев. Правка и проковка из-за отсутствия пильных дисков не требуется. Для обеспечения качественной работы эти пилы требуют тщательной установки всех режущих зубьев и балансировки после завершения сборки. При заточке зубья снимают и затачивают в специальном приспособлении алмазными кругами.
Н.Якунин
профессор, кандидат технических наук,
заслуженный работник лесной промышленности,
почетный академик Российской Академии естественных наук.